
公司热线: 18315829992
南通风管生产线、风管生产线生产厂家、嘉迈机械(多图)
德州嘉迈机械设备有限公司
- 经营模式:生产加工
- 地址:德州经济技术开发区升源路318号
- 主营:通风设备,切割设备,环保设备,通风管道加工设备
- 产品详情
- 联系方式
- 产品品牌:嘉迈机械
- 供货总量:不限
- 价格说明:议定
- 包装说明:不限
- 物流说明:货运及物流
- 交货说明:按订单
- 有效期至:长期有效
南通风管生产线、风管生产线生产厂家、嘉迈机械(多图) :
德州嘉迈机械,气动合缝机,液压铆钉机风管生产线风管加工工艺具体操作步骤:
A、 工生产线主要机具
B、加工流程
在较大规模的风管制作项目中,使用卷材不但可以节省材料,而且可以提高工效。但是卷板必须经过校正,否则会因为钢板本身的变形而影响风管加工的外观质量。
YZXP-12型校平机对于0.8mm-1.2mm的钢板具有较为满意的校平效果,同时,在整条生厂线中,作为牵引开卷的动力源,与YZKJ-12型开卷机配合,完成了卷材开卷展平的过程,并为剪板下料提供了拉动力。
⑴ 风管咬口方式采用联合角式咬口
⑵ 风管下料宜采用四片式下料或两片式下料方式,对于管口径小于500mm的风管可采用单片式下料。
⑶ 风管下料时除了预留出相应的咬口量外,还必须预留出组合法兰成型量。
⑷ 采用单片或双片式下料时,应将板材在折方线的组合法兰成型留量范围内切断,再进行后续工作。
C. 压筋加固
⑴ 矩形风管,通常都需要进行压筋加固,压筋线应尽量与法兰线方向平行。
⑵ 加强筋外凸方向为风管外侧。
D. 咬口成型
⑴ 根据不同的咬口形式要求通过咬口机咬口。
⑵ 拼板成型的风管料也要预留共板法兰成型量。

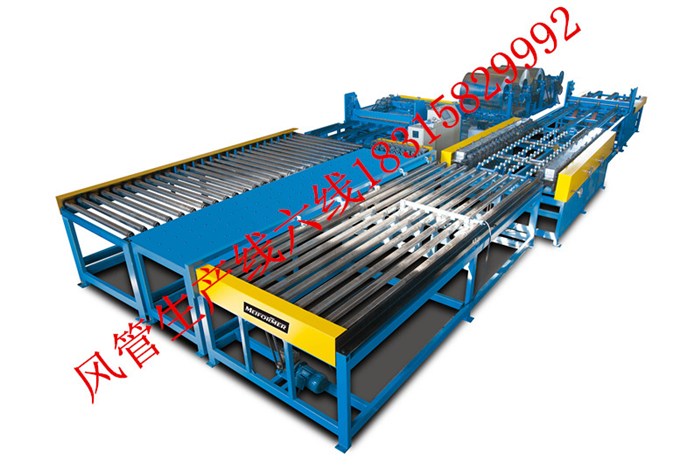
?风管生产先在生产生活中都有着非常普遍的应用,随之风管行业的不断发展,不同作用的风管生产先也出现在日常的生活中。风管生产线为风管的生产速度和质量都做出了巨大的贡献,下面就由通风管道生产线带大家了解一下风管生产线。
??经济型风管生产线I是由上料架、调平压筋机、电动剪板机或液压剪板机组成。控制部分采用全电脑控制。该生产线/大工作速度为18米/分,精度为:长度误差±0.5mm,对角线误差为±0.8mm,上料架可以根据客户要求配套。特别适合小型生产厂家使用。
??风管生产线II线:
??特点:Ⅱ线是由上料架、调平压筋机、冲尖口和冲方口油压机、液压剪板机所组成。电器控制部分采用全电脑控制,该控制系统具有闭环反馈系统,生产精度和稳定性明显提高。其/大工作速度为16米/分。长度误差为±0.5mm,对角线误差±0.8mm。

风管生产线五线要定时进行处理清洗才可以使产品得以更长久的保存,这样对产品对我们都有更好的帮助,下面风管生产线五线四线厂家就来说说保养策略。
风管生产线五线的效率虽然高但是也是很容易产生杂物的,如果不去进行保养清理就会影响风管生产线五线的后续工作进度。所以我们要想办法对其进行全面整体的清洗,下面详细介绍几种清洗的方法。
1.动力洗刷法:主要是用气动、电动的毛刷去除脏污,然后利用真空收集器来吸附。但这种方法要小心破坏保温材料。
2.气体冲洗法:主要是借助连接到风管的软管来输送压缩空气,再通过压缩空气把脏污排出。排出的脏污则被风管输送进入真空集容器中。
3.直接清洗法:用刷子直接进入管道内壁进行清洗处理,这种方法简单但是容易清洗不彻底,因为风管生产五线的风管不能形成完全的负压条件。


